- · 《力学季刊》投稿方式[01/26]
- · 力学季刊版面费是多少[01/26]
两种焊接工艺下304L奥氏体不锈钢力学性能的比较
作者:网站采编关键词:
摘要:奥氏体不锈钢具有优良的加工性、焊接性和高温特性,在核工业中主要用作结构材料。核电站是以电弧焊制造而成的大型结构物。电弧焊是一种大热输入焊接方法。不过,相比碳钢,奥

奥氏体不锈钢具有优良的加工性、焊接性和高温特性,在核工业中主要用作结构材料。核电站是以电弧焊制造而成的大型结构物。电弧焊是一种大热输入焊接方法。不过,相比碳钢,奥氏体不锈钢具有较高的热膨胀系数和较低的热导率,因而需要较低的热输入。热输入过大会导致接头晶粒严重变形、粗大化等各种焊接缺陷,使得接头力学性能恶化,近年来业界提出激光焊接来解决热输入问题。本研究对厚度为6mm的304L奥氏体不锈钢板分别进行了激光焊接和TIG焊接,并对其力学性能进行了对比分析。相比TIG焊接接头,激光焊接接头具有更好的拉伸和冲击性能,但弯曲性能则略差一些。
1 前言
不锈钢具有优异的耐腐蚀性和力学性能,广泛应用于家用电器、厨具、汽车、核工业等多个领域。特别是奥氏体不锈钢具有优异的加工性和焊接性,在900K左右的较高温下,也具有优异的力学强度,因此,可用于核工业结构物的结构材料、覆管材等。而核电工业大型结构物大多采用焊接制作,主要采用了SMAW、TIG等电弧焊工艺。电弧焊具有经济性,最大优点就是没有接合材料厚度的限制。但由于热源能量密度低,形成传导型焊透,焊透深度浅。因此,厚板材料的焊接往往需要多焊道(Multi-pass),从而导致对材料的热输入量变大。奥氏体不锈钢与普通碳钢相比,热膨胀系数高约1.5倍,热导率低至1/3,是一种要求低热输入焊接的材料。热输入量过大时,焊缝可能会产生严重的热变形和残余应力,形成了较宽的热影响区(HAZ),从而导致焊缝的质量和强度降低。
为了解决这些热输入的问题,近年来业内开始采用激光焊接。激光焊接使用集束于狭窄范围的激光束作为热源。因此,热源的能量密度非常高,利用锁孔(Keyhole)机制可以发生焊透。借助钥匙孔机制发生焊透时,热传导小,所以用相对较少的热输入量就能实现深度焊透。因此,尽管热影响范围有限,也可以获得高质量的全焊透区,并实现高速焊接,在生产效率方面也有优势。
Yan等人曾在304不锈钢上进行TIG焊接、激光焊接和激光-TIG混合焊接,并研究了焊缝的显微组织和拉伸性能。报道称,激光焊接和激光-TIG混合焊接时,焊缝表现出细微组织和良好的拉伸性能。除此之外,前人也曾对奥氏体不锈钢的电弧焊与激光焊接开展过很多比较研究,并报道称在激光焊接中表现出良好的力学性能,但并未对其他拉伸性能进行细致研究。为了评估焊缝的牢固性,依据ASME第九卷焊接和钎焊评定标准实施拉伸、弯曲和冲击试验。
本研究采用奥氏体不锈钢的代表钢种304L不锈钢,进行了激光焊接和TIG焊接,并对焊缝的显微组织,以及弯曲和冲击性能进行了比较和分析。
2 试验方法
2.1试验材料
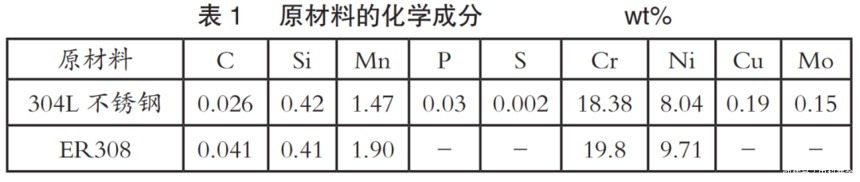
本研究中使用的材料是市售的厚度6mm的304L不锈钢板材。TIG焊丝采用直径1.2mm的ER308,化学成分如表1所示。此处,L是指低碳,把碳含量限制在0.03%以下,从而防止焊接热量产生晶界腐蚀。激光焊接试样的接合面进行了铣削,以尽量减小材料之间的间隙;TIG焊接试样的接合面有45°坡口,便于熔敷金属的渗透。
2.2焊接
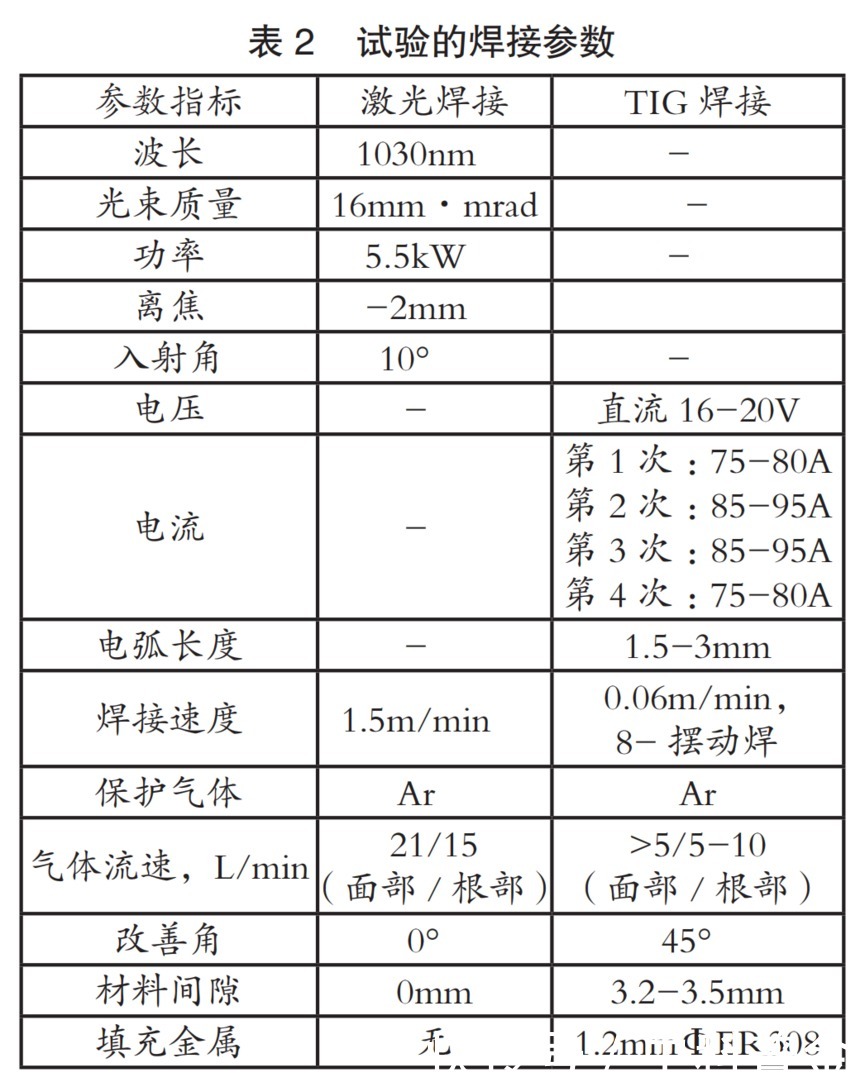
焊接采用对接接头。激光焊接采用最大功率16kW碟片激光器(Trumpf TruDisk),将试样固定在试验台上,然后移动激光束进行。TIG焊接使用填充金属,与激光焊接一样,将试样固定在试验台后移动电弧而进行。TIG焊接的拉伸和弯曲试样分别按照ASME第九卷QW-462.1(a)和QW-462.3(a)制作。采用HYWEL-305A模型,为实现完全焊透,采用4焊道。表2显示了焊接的条件。
2.3力学性能试验
焊缝的力学性能通过硬度、拉伸、弯曲和冲击试验进行了评价。硬度采用显微维氏硬度计(MMT-X,崧泽),沿着焊缝的宽度方向进行测定。压入载荷为0.2kg,压入时间为10s,测定时考虑到压痕的大小,在表面600μm以下进行测定。
拉伸和弯曲试验试样分别按照ASME第九卷QW-462.1(a)和QW-462.3(a)制作。拉伸试验以10mm/min的速率进行。弯曲试样对焊缝的正面和背面进行了180°弯曲。拉伸和弯曲试验使用拉伸试验机(UH-F100KNX,岛津)。
文章来源:《力学季刊》 网址: http://www.lxjkzz.cn/zonghexinwen/2021/0326/455.html